

Control Limits vs Specification Limits
In Statistical Process Control (SPC), one of the most common confusions occurs between process control limits and specified limits (or commonly used term, tolerances). Although they are often confused, both are expressed numerically and refer to the variation of a process, but they play different roles and come from distinct sources. Their correct understanding is vital for optimizing processes and delivering compliant products, to avoid making wrong decisions in adjusting processes, thus increasing processing costs.
Process control limits are determined using statistical methods, based on actual process data, and indicate whether the process is statistically stable. They reflect the natural variation of the process; when it is stable, all points are between the control limits and no suspicious patterns appear, meaning the process is influenced only by common causes. Typically, these limits are calculated at +-3 standard deviations from the process mean, the standard deviation being the statistical indicator that measures the variation of the values of a process.
In the Control chart, the Lower Control Limit (LCL) – the minimum value that a process can reach without being considered abnormal and the Upper Control Limit (UCL) – the maximum value that a process can reach without being considered abnormal.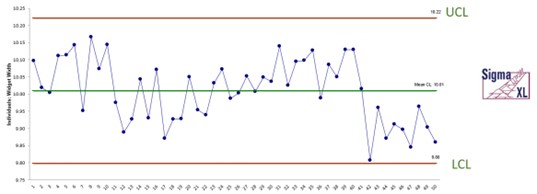
The specification limits – LSL and USL (tolerances) are established externally to the process, usually by the customer or technical standards and reflect what is necessary to obtain the desired quality, they define the acceptable range within which the quality characteristic of the product must fall in order to be considered compliant. The specification limits do not take into account how our process works, it is an external requirement that must be met.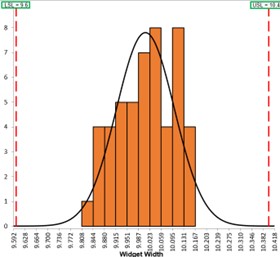
Control limits and specification limits should not be confused or used interchangeably, the former are tools for monitoring and diagnosing the process, while the latter represent acceptance criteria. Proper understanding of the relationship between them is essential for effective quality control and making data-driven decisions.

