Limite de control vs Limite specificate
In cadrul Controlului Statistic al Proceselor (SPC – Statistical Process Control) una dintre cele mai frecvente confuzii apare intre limitele de control al procesului si limitele specificate (sau termen uzual folosit, tolerantele). Desi deseori sunt confundate, ambele sunt exprimate numeric si se refera la variatia unui proces, insa joaca roluri diferite si provin din surse distincte. Intelegerea lor corecta este vitala pentru optimizarea proceselor si pentru a livra produse conforme, pentru a evita de a lua decizii gresite in ajustarea proceselor, astfel crescand costurile de procesare.
Limitele de control ale procesului sunt determinate folosind metode statistice, pe baza datelor efective ale procesului si indica daca procesul este stabil din punc de vedere statistic. Ele reflecta variatia naturala a procesului, atunci cand este stabil, toate punctele sunt intre limitele de control si nu apar modele suspecte, adica procesul este influentat doar de cauzele comune. De regula, aceste limite sunt calculate la +-3 deviatii standard fata de media procesului, deviatia standard fiind indicatorul statistic care masoara variatia valorilor unui proces.
In diagrama de Control, Limita de control inferioara (LCL) – valoarea minima la care poate ajunge un proces fara sa fie considerat anormal si Limita de control superioara (UCL) – valoarea maxima la care poate ajunge un proces fara sa fie considerat anormal.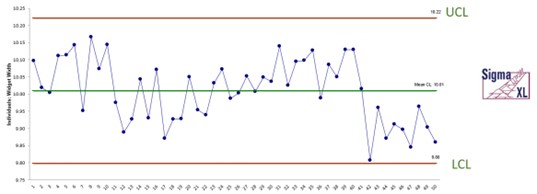
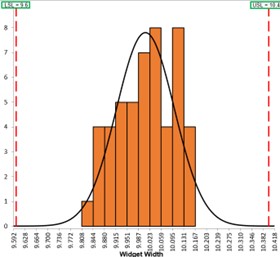
Limitele specificate – LSL si USL (tolerantele) sunt stabilite extern procesului, de obicei de catre client sau standardele tehnice si reflecta ce este necesar pentru a obtine calitatea dorita, definesc intervalul acceptabil in care trebuie sa se incadreze caracteristica de calitate a produsului pentru a fi considerat conform. Limitele de specificatie nu iau in considerare cum functioneaza procesul nostru, este o cerinta externa care trebuie indeplinita.