

Risk Prioritization in PFMEA
In industrial organizations and beyond, quality has long been no longer just a reaction to problems, but a prevention-oriented activity, and in this context, PFMEA has become one of the standard basic tools for understanding, preventing and controlling risks in manufacturing processes.
In standardizing the method, there was collaboration between AIAG and VDA for a unified approach, among other things replacing the traditional focus on calculations (RPN – Risk Priority Number) with a clear prioritization of risks. In working with RPN, the classification of Severity, Occurrence and Detection was considered equally, which created a series of controversies and ambiguities in the choice of corrective actions.
PFMEA = Process Failure Mode and Effect Analysis, a methodology focused on structured activities to:
- evaluate the potential technical risks of failure of a product or process
- analyze the causes and effects of those failures
- document prevention and detection actions
- estimate the risk by evaluating Severity, Occurrence and Detection in order to prioritize actions
After the initial analysis, it must be decided whether additional efforts are needed by the organization to reduce the risk. AP – Action Priority is based on Severity (S), Occurrence (O) and Detection (D) with a focus on preventing failures.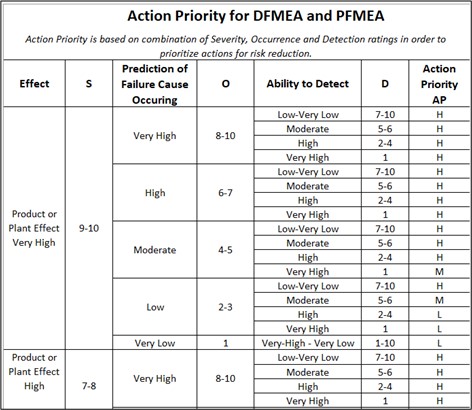
- High (H): The team needs to identify appropriate actions to improve prevention or detection or justify and document why current controls are sufficient
- Medium (M): The team should identify appropriate actions to improve prevention or detection or if the organization deems it necessary to justify and document why current controls are sufficient
- Low (L): The team could identify actions to improve prevention or detection
Due to inherent limitations in resources, time, technology, and other factors, the team must choose how to best prioritize efforts. The table was created to place more emphasis on Severity, followed by Occurrence and Detection

