

Transition from Unique Parts Production to Series Production
Initial Situation: Our client has undergone a qualification audit performed by a potential customer for series‑produced products. The audit results highlighted several critical nonconformities: the lack of the mindset required to maintain process repeatability, the absence of a formal system for process and product validation, the lack of a traceability system, as well as the absence of a culture of continuous improvement at the operational level. Although these aspects are not unusual in companies focused exclusively on one‑off project work, they represent major barriers when attempting to enter a different market segment with distinct and stringent requirements.
Activities Performed:
- Analysis of the current situation
- Identification, prioritization, and urgent implementation of initial measures.
- Improved communication/coverage of gray areas between departments (planning, logistics, production, engineering, maintenance)
- Optimization and implementation of shop floor management on level 1 and 2 (performance measurement, staff involvement, process improvement activities, training and flexibility of direct staff)
- Industrialization of the process:
- Calculated Tact Time
- Defined flowchart
- Defined and implemented layout, location of equipment
- Made PFMEA
- Identified the critical characteristics of the product and made the link to the process characteristics that will need to be controlled
- Preparation of the Control Plan
- Prepared Work Instructions
- Implemented Poka-Yoke systems and introduced verification and control systems
- Defined materials flow
- Checked and qualified the equipment, carrying out preliminary capability studies
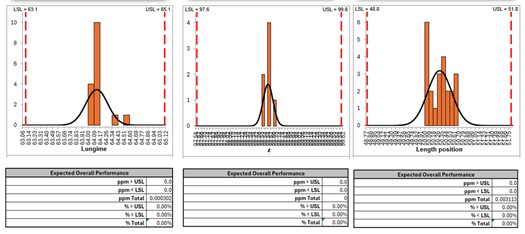
- Verified and qualified the measuring and test equipment, performing MSA (Measurement system analysis)
- Implemented problem-solving methodology - 8D
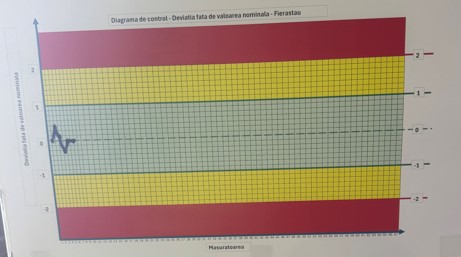
- Introduced statistical process control SPC
- Implementation of traceability system
- Staff training for some critical aspects (first line management, SMED, TPM, stock optimization / spare parts forecast) and coaching for implementation
- Preparation of qualification matrix
- Implemented autonomous and preventive maintenance plan
- Implemented 5S+1
- Adaptation of the planning system, considering Tact Time, Cycle Time, Line Balancing, Customer Forecast, Supplier Capabilities. Based on these inputs, the customer's ERP was modified/adapted.
- In unique production, planning is task-oriented, each work being treated as a distinct project. Each part, each product, has its own technical requirements, so the planning follows the sequence of activities necessary to complete the project: design, technological preparation, manufacturing and assembly. Deadlines, resources and quality controls are defined individually for each order, as the high variability does not allow for deep standardization of processes.
- The plan is built from tasks
- The duration of each task varies depending on the complexity of the project.
- Quality control is punctual, adapted to each project.
- Traceability is specific, not systemic.
- The process depends a lot on the individual competence of the staff.
- In series production, planning is based on stable and standardized processes that are oriented towards the production flow, not individual projects. Each product goes through the same controlled stages, and the planning follows the capacity of the lines, the balancing of operations, the work standards, cycle times and the quality benchmarks defined in the Control Plan
The shift from one-off production to series production is much more than a process adjustment – it is a fundamental change in mindset and operating model. While one-of-a-kind production is based on individual expertise and continuous adaptation, series production requires discipline, standardization, variation control and a systemic approach to quality, attributes also confirmed by the last audit of the end customer.

